※ 右の矢印をクリックすると、次の工程に進みます。左矢印をクリックすると、前に戻ります。
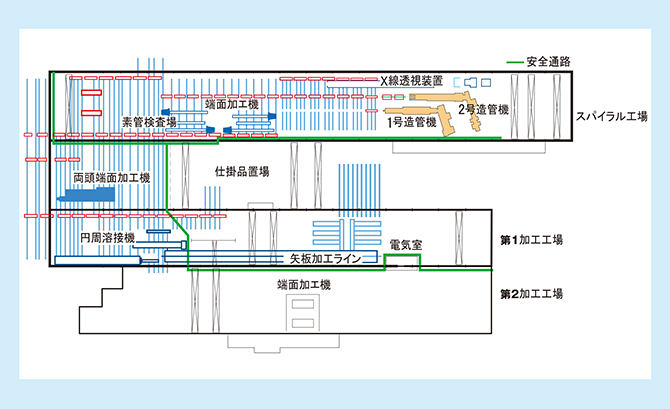
| 能力 | 120,000トン/年 |
|---|---|
| 設備 | 造管機(2 基) |
| 溶接法:サブマージアーク溶接 | |
| 自動超音波探傷機(2基) | |
| X線透視装置(1基) | |
| 端面切削機(4基) | |
| 自動矢板ライン(1ライン) | |
| 製品寸法 | 外径 400〜2600mm 厚さ 6.0〜28.0mm |

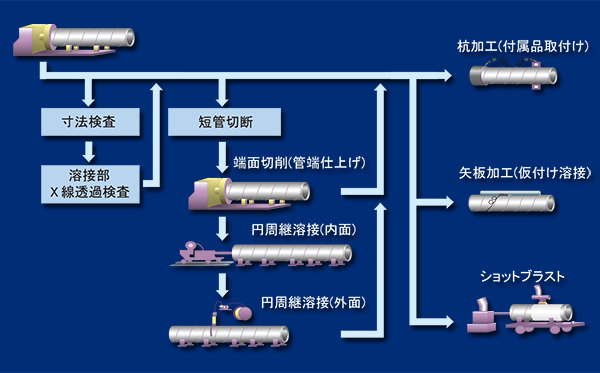
自動矢板ライン
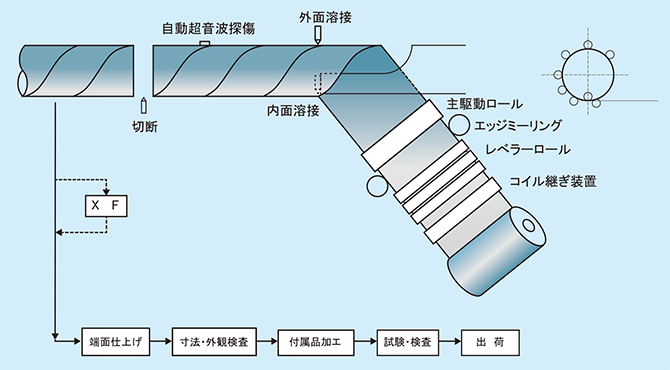
内面溶接

端面切削機
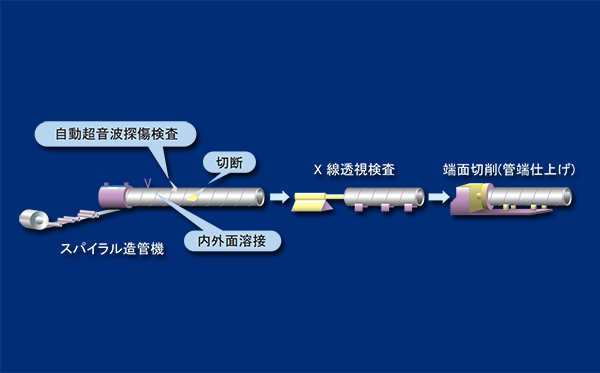
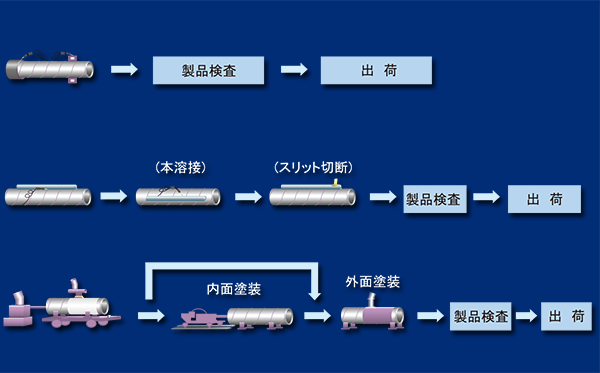
熱延鋼帯を素材とし、巻き戻されたコイルを成形ロールなどによって、らせん状に成形し、継目部をサブマージアーク溶接法により溶接します。溶接された管は所定の長さに切断され、所定の形状に仕上げられ、検査工程を経て出荷されます。

自動超音波探傷検査